


Hard anodising
Highest wear resistance for aluminium surfaces
Hard anodising, also known as hard anodising or hard coating, is an electrolytic process for surface refinement of aluminium. Anodic oxidation creates an extremely hard, ceramic-like protective layer that protects the material against wear, corrosion and thermal stress. Particularly in demanding industrial applications, hard anodising is the first choice for durable and resilient aluminium components.
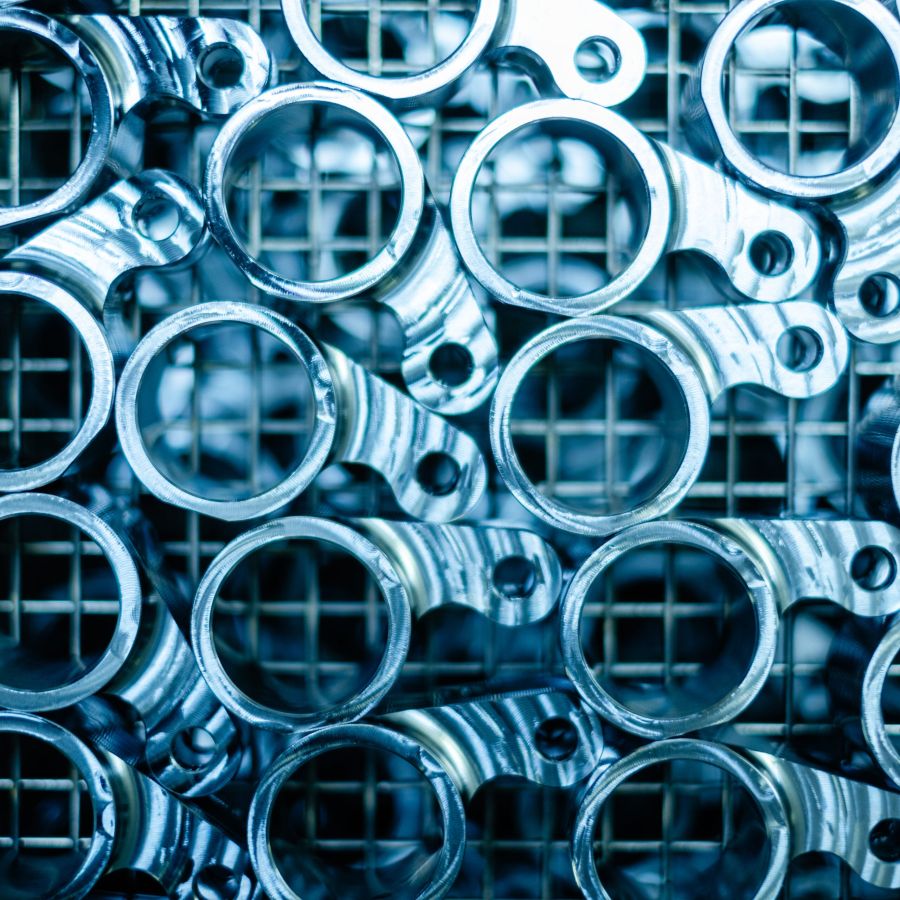

Hard-anodised aluminium components are ideal for applications with the highest mechanical, thermal or electrical loads:

Mechanically highly stressed components with maximum wear resistance

Lightweight but extremely robust components

Optimal corrosion and abrasion resistance for chassis and engine parts

High-voltage insulation and thermal shielding

Mechanisch hochbelastete Bauteile mit maximaler Verschleißfestigkeit

Leichte, aber extrem widerstandsfähige Komponenten

Optimale Korrosions- und Abriebfestigkeit für Fahrwerks- und Motorteile
Hochspannungsisolierung und thermische Abschirmung
Hard anodised surfaces have a natural colour ranging from grey to black, depending on the aluminium alloy. Additional black colouring is possible through adsorptive colouring. Due to the dense and hard layer structure, other colours can only be achieved to a limited extent and require individual coordination.

