


Harteloxieren
Höchste Verschleißfestigkeit für Aluminiumoberflächen
Hartanodisieren, auch als Harteloxieren oder Hard Coat bekannt, ist ein elektrolytisches Verfahren zur Oberflächenveredelung von Aluminium. Durch anodische Oxidation entsteht eine extrem harte, keramikähnliche Schutzschicht, die das Material gegen Verschleiß, Korrosion und thermische Belastungen schützt. Besonders in anspruchsvollen Industrieanwendungen ist das Harteloxieren die erste Wahl für langlebige und belastbare Aluminiumbauteile.
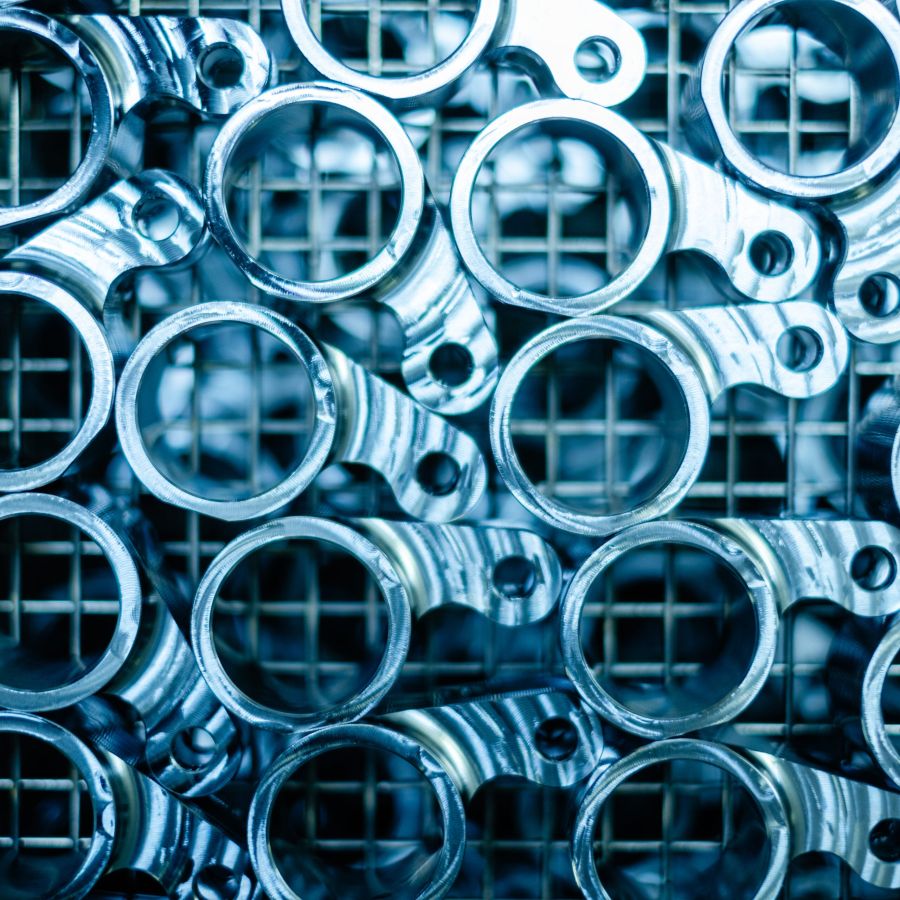
Harteloxierte Aluminiumbauteile sind ideal für Anwendungen mit höchsten mechanischen, thermischen oder elektrischen Belastungen:

Mechanisch hochbelastete Bauteile mit maximaler Verschleißfestigkeit

Leichte, aber extrem widerstandsfähige Komponenten

Optimale Korrosions- und Abriebfestigkeit für Fahrwerks- und Motorteile

Hochspannungsisolierung und thermische Abschirmung

Mechanisch hochbelastete Bauteile mit maximaler Verschleißfestigkeit

Leichte, aber extrem widerstandsfähige Komponenten

Optimale Korrosions- und Abriebfestigkeit für Fahrwerks- und Motorteile
Hochspannungsisolierung und thermische Abschirmung
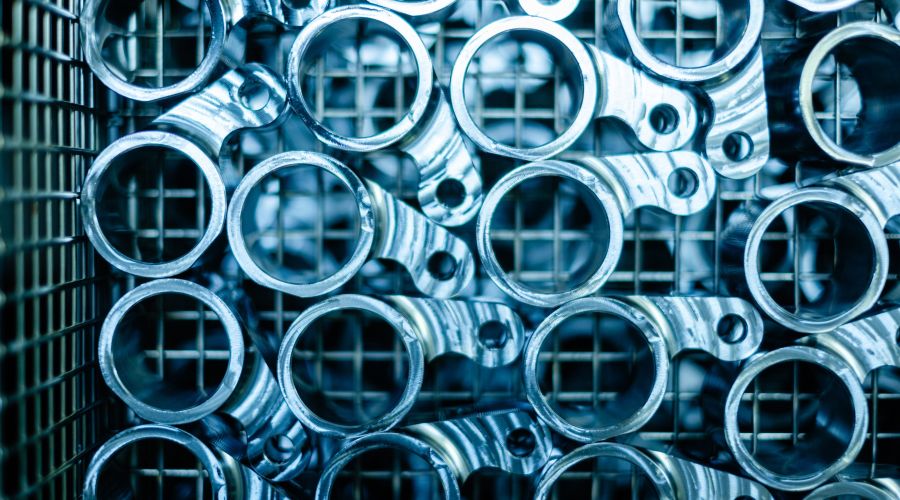
Harteloxierte Oberflächen haben je nach Aluminiumlegierung eine natürliche Farbgebung von Grau bis Schwarz. Durch adsorptive Einfärbung ist eine zusätzliche Schwarzfärbung möglich. Weitere Farbtöne sind aufgrund der dichten und harten Schichtstruktur nur bedingt realisierbar und erfordern individuelle Abstimmung.

