


Anodisation à
l’acide chromique
Anodisation à l’acide chromique
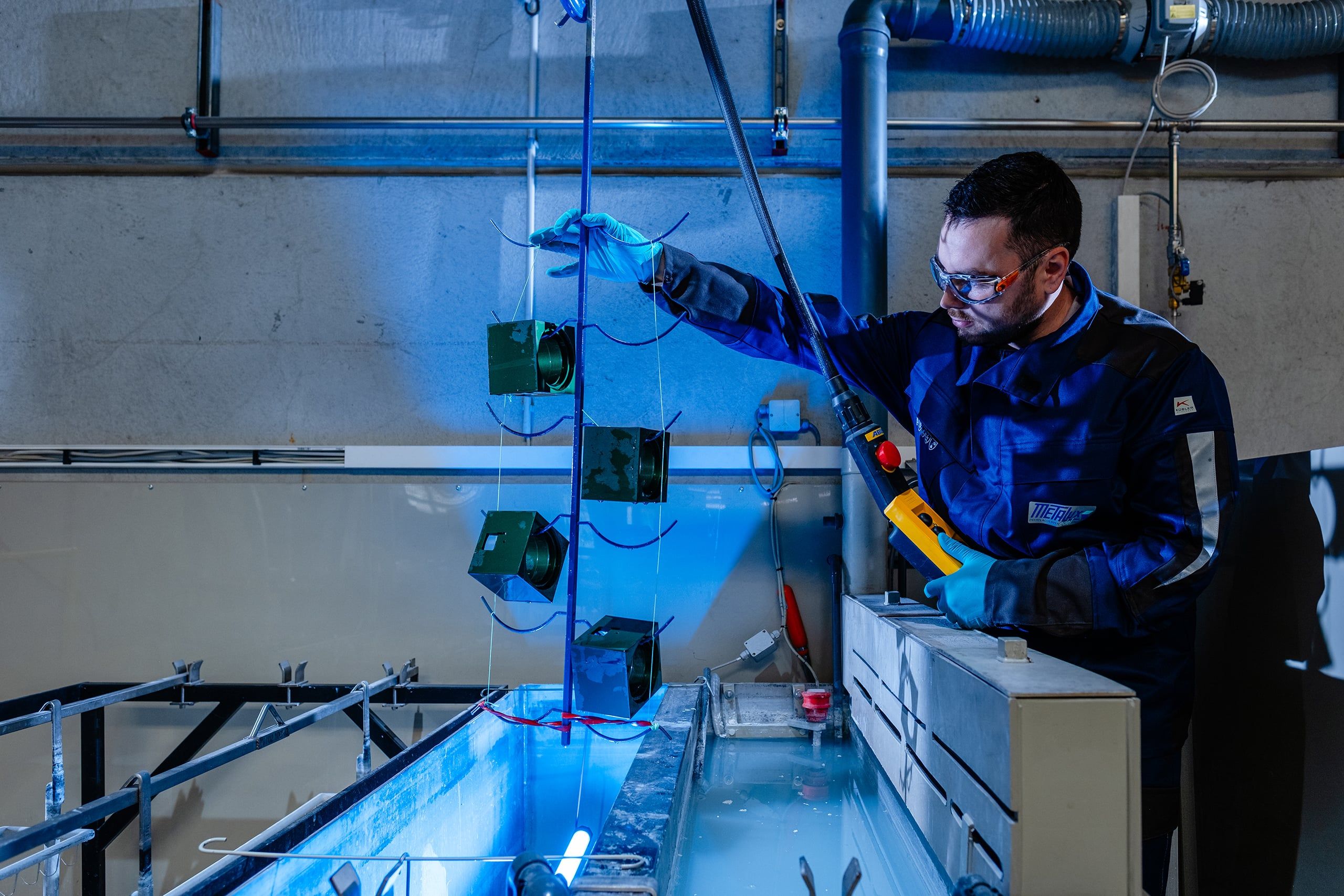
L’anodisation à l’acide chromique est un procédé spécial d’oxydation anodique qui est surtout utilisé dans l’aéronautique et d’autres domaines de haute sécurité. Il est utilisé là où l’anodisation traditionnelle ne convient pas en raison de la résistance à la fatigue et où il faut en même temps répondre aux exigences les plus élevées en matière de protection contre la corrosion.
Un avantage particulier de cette méthode est l’excellente formation d’une couche d’accrochage pour les peintures ou les collages ultérieurs, ce qui la rend idéale pour les composants complexes en aluminium ayant subi un traitement ultérieur.


Les composants anodisés à l’acide chromique sont un élément essentiel de la technologie aérospatiale, car le procédé offre des avantages décisifs :

Aucune influence sur la résistance aux vibrations de l’élément de construction

Parfaite pour les structures complexes & les cavités

La couche d’oxyde anodique rend visibles les fins défauts du matériau

Parfaite couche d’accrochage sans compactage supplémentaire

Aucune influence sur la résistance aux vibrations de l’élément de construction

Parfaite pour les structures complexes & les cavités

La couche d’oxyde anodique rend visibles les fins défauts du matériau

Parfaite couche d’accrochage sans compactage supplémentaire
Grâce à ces propriétés, l’anodisation à l’acide chromique est utilisée, entre autres, pour les structures d’avions, les pièces porteuses en aluminium et les composants critiques pour la sécurité.
En principe, de nombreux alliages d’aluminium peuvent être anodisés à l’acide chromique. Les restrictions sont les suivantes :

L’aptitude doit être évaluée individuellement
Pas optimal pour le procédé

L’aptitude doit être évaluée individuellement
Pas optimal pour le procédé
Pour les applications de collage & de peinture, la couche ne doit pas être comprimée afin de garantir une adhérence optimale.