


Chromic
Anodising
Highest corrosion protection & optimum adhesion for aluminium
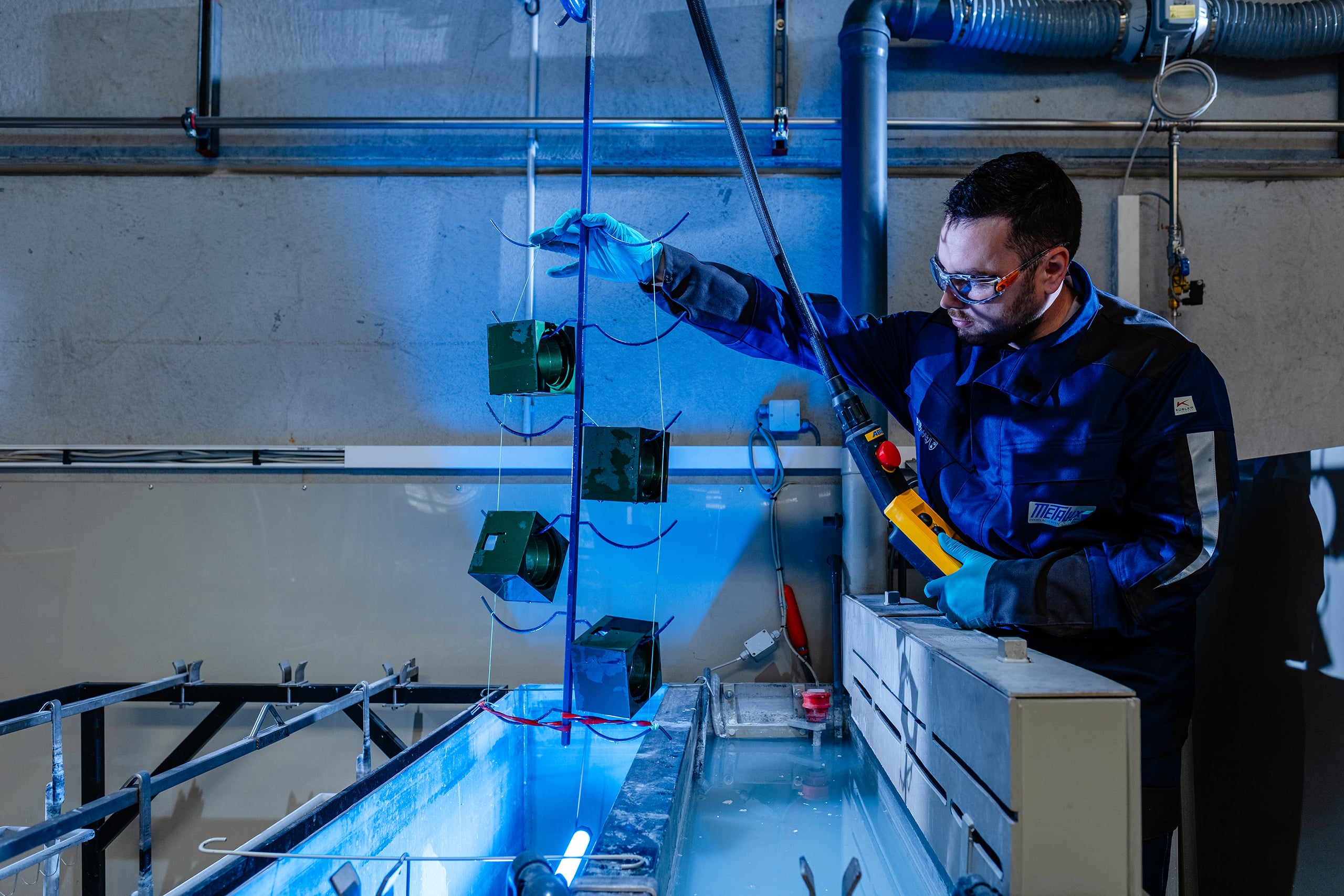
Chromic acid anodising is a special anodic oxidation process that is primarily used in aviation and other high-security areas. It is used where conventional anodising is not suitable due to fatigue strength and where the highest corrosion protection requirements must be met at the same time.
A particular advantage of this method is the excellent adhesion primer formation for subsequent painting or bonding, making it ideal for complex, further processed aluminium components.


Chromic acid anodised components are an essential component in aerospace technology, as the process offers decisive advantages:

No influence on the vibration resistance of the component

Perfect for complex structures & cavities

The anodised oxide layer makes fine material defects visible

Perfect primer without additional compaction

Kein Einfluss auf die Schwingfestigkeit des Bauteils

Perfekt für komplexe Strukturen & Hohlräume

Die anodische Oxidschicht macht feine Materialfehler sichtbar

Perfekter Haftgrund ohne zusätzliche Verdichtung
These properties mean that chromic acid anodising is used for aircraft structures, load-bearing aluminium parts and safety-critical components, among other things.
In principle, many aluminium alloys can be chromic acid anodised. There are restrictions for:

Suitability must be checked individually
Not ideal for the process

Eignung muss individuell geprüft werden
Nicht optimal für das Verfahren
Für Klebe- & Lackanwendungen darf die Schicht nicht verdichtet werden, um die optimale Haftung zu gewährleisten.